Integrating advanced machine vision systems to ensure flawless quality in every manufacturing process.

We build custom automation projects that align with your operational goals and improve overall productivity.
Reliable scanning systems for fast-paced industrial environments — ensuring non-stop inspection accuracy.

Our state-of-the-art laser marking systems offer accuracy and durability for traceability and branding.
Enhance image clarity and inspection accuracy with our high-performance lenses and LED lighting.
Machine vision provides a broad array of smart devices for in-line automated inspection and factory automation, enabling tasks such as barcode identification, character recognition (OCR), pattern recognition, defect detection, part location, robotic guidance, and process control on manufacturing lines
Industrial vision processors and smart cameras provide a variety of solutions to meet diverse performance and budget needs. These devices feature advanced image processing capabilities, with vision processors supporting high-end, multi-camera machine vision systems.
Smart cameras offer the versatility of a comprehensive vision system within a compact design, making them easier to integrated into existing vision system.
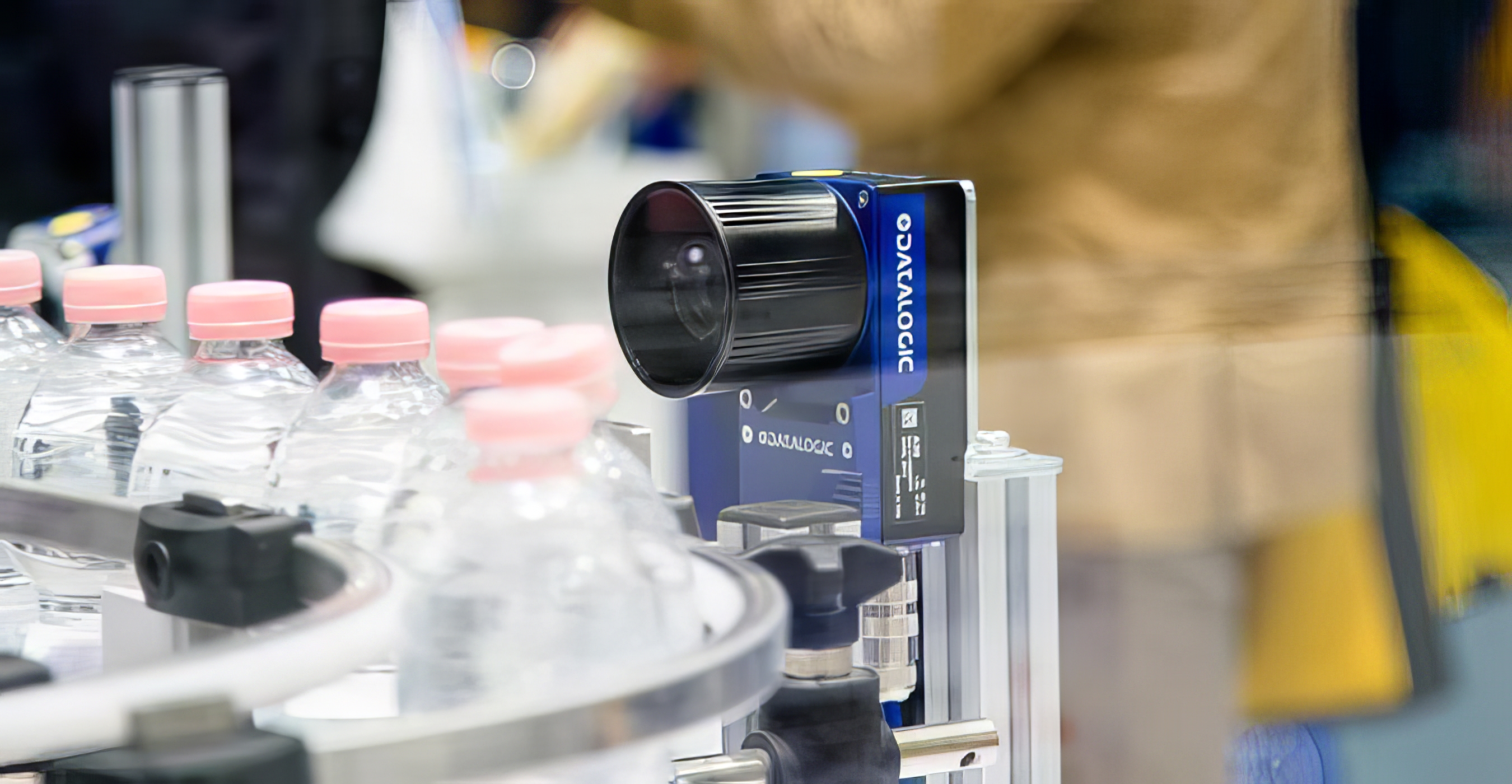
equipped with capability to carry out in-process or off-line quality inspection.

Smart cameras offer the versatility of a comprehensive vision system within a compact design, making them easier to integrated into existing vision system.
Read More
Vision processors are specialized hardware designed to handle the complex computations required for image processing and analysis, enabling real-time decision-making in automated systems.
Read More
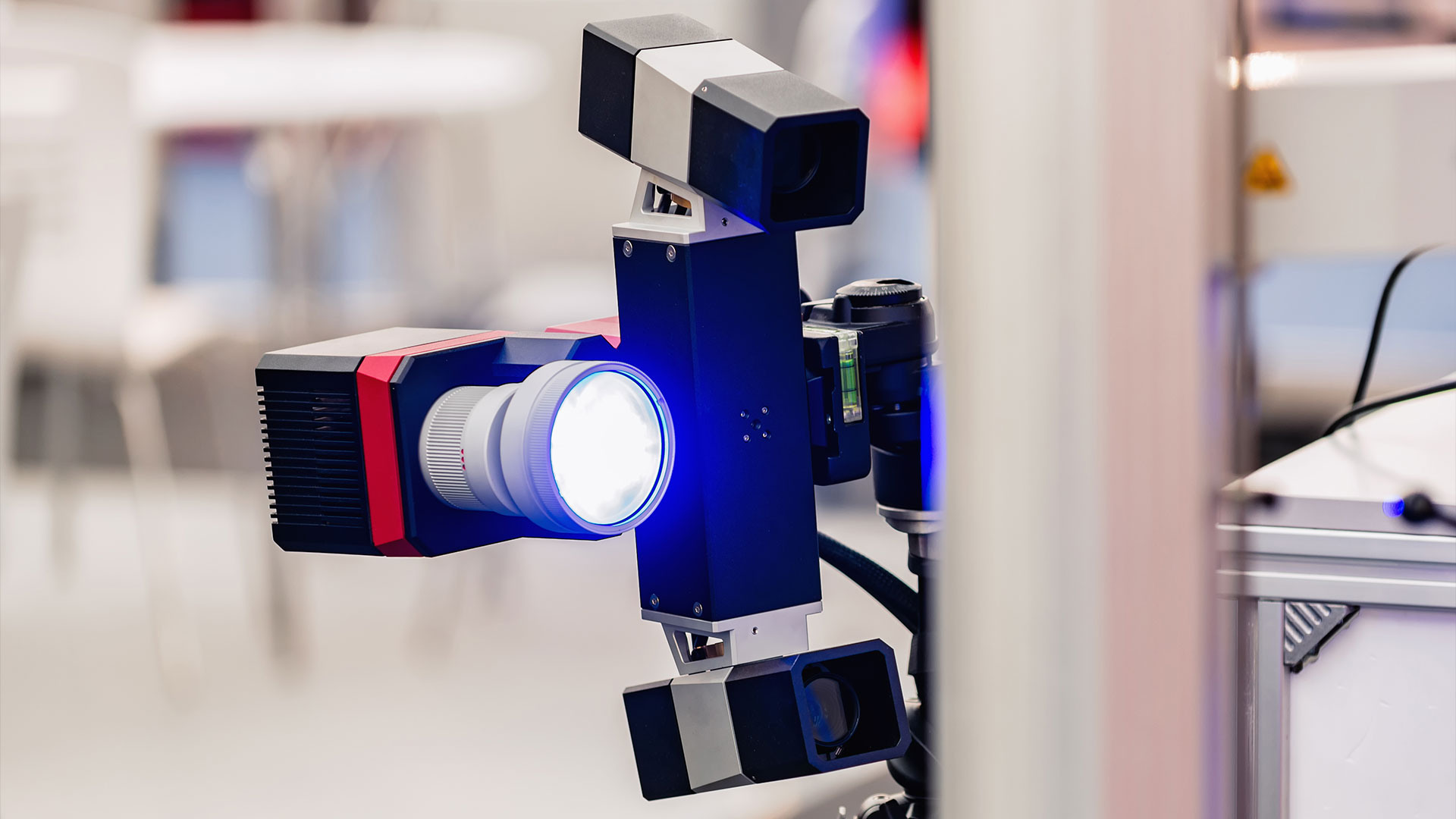
Stationary industrial scanners are designed for high-precision scanning of large objects or surfaces, often used in manufacturing and quality control processes.
Read More
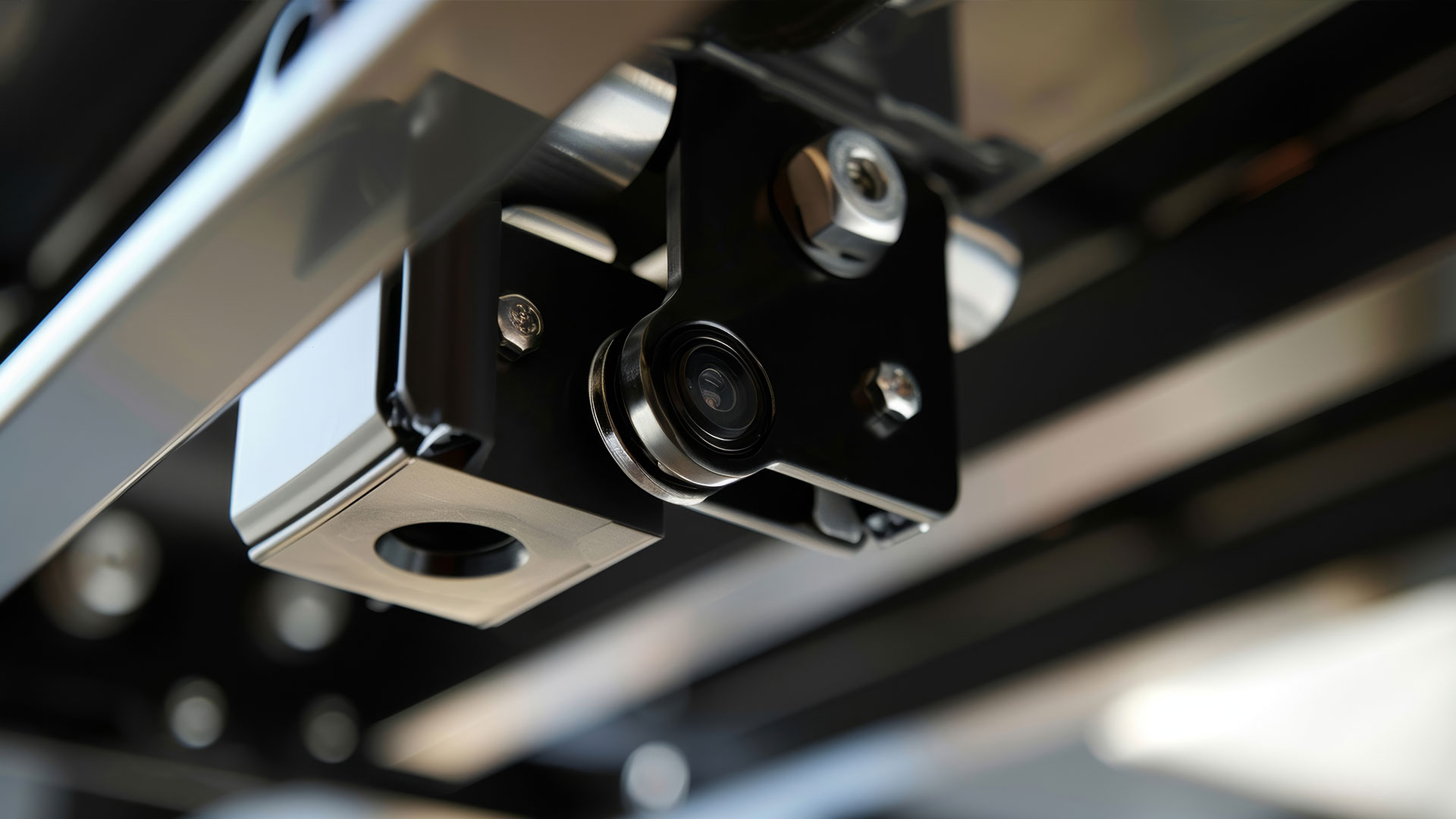
Industrial cameras are ruggedized imaging devices designed for demanding environments, offering high-resolution imaging and advanced features for automation and quality control.
Read More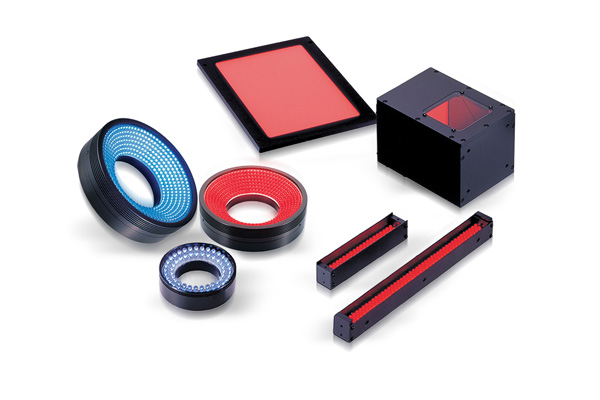
Accessories for industrial imaging systems include filters, lighting solutions, and diffusers, all designed to enhance the performance and versatility of vision systems.
Read More
Software and tools for industrial imaging systems include advanced algorithms for image processing, machine learning frameworks, and user-friendly interfaces for system configuration and monitoring.
Read MoreOur clients span a wide range of industries, including electronics, automotive, pharmaceuticals, and consumer goods. We are proud to support both multinational corporations and local enterprises, delivering reliable vision solutions that drive quality and efficiency in their operations.
We partner with global leaders in machine vision, automation, and industrial technology to deliver innovative solutions for our clients. Our collaborations ensure access to the latest advancements and reliable support, empowering us to meet diverse industry needs with confidence.